

sales@powerlinecomponents.com
International: 1-307-885-4724
US (Toll Free): 877-885-4724
Free Registration Includes:
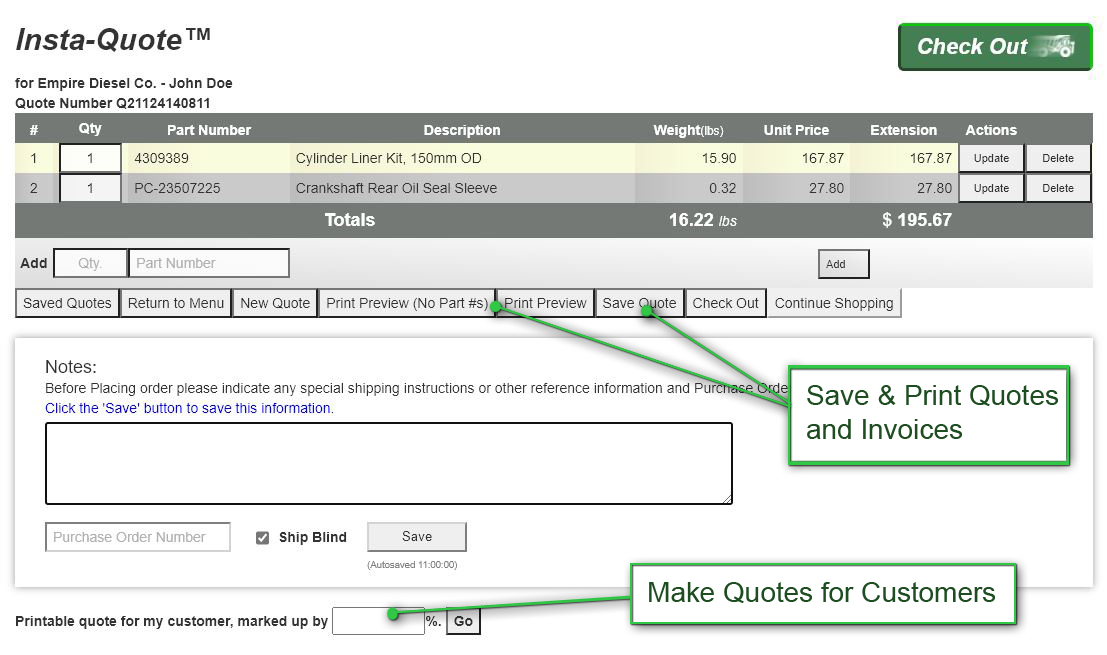
- Generate quotes with the Insta-Quote system
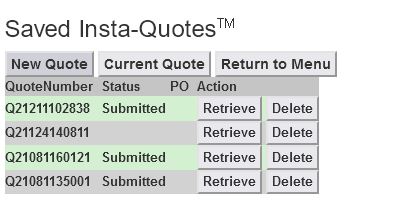
- Save quotes to your account
- Access and reprint old invoices
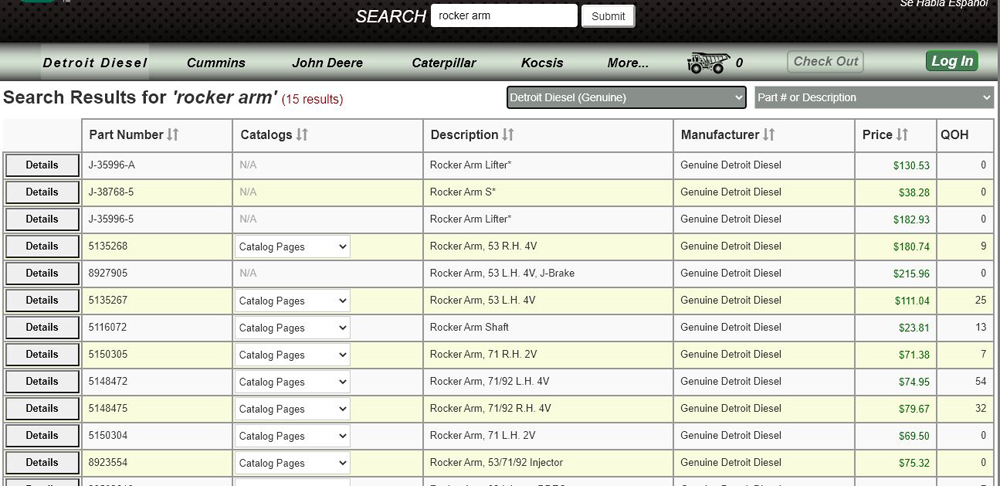
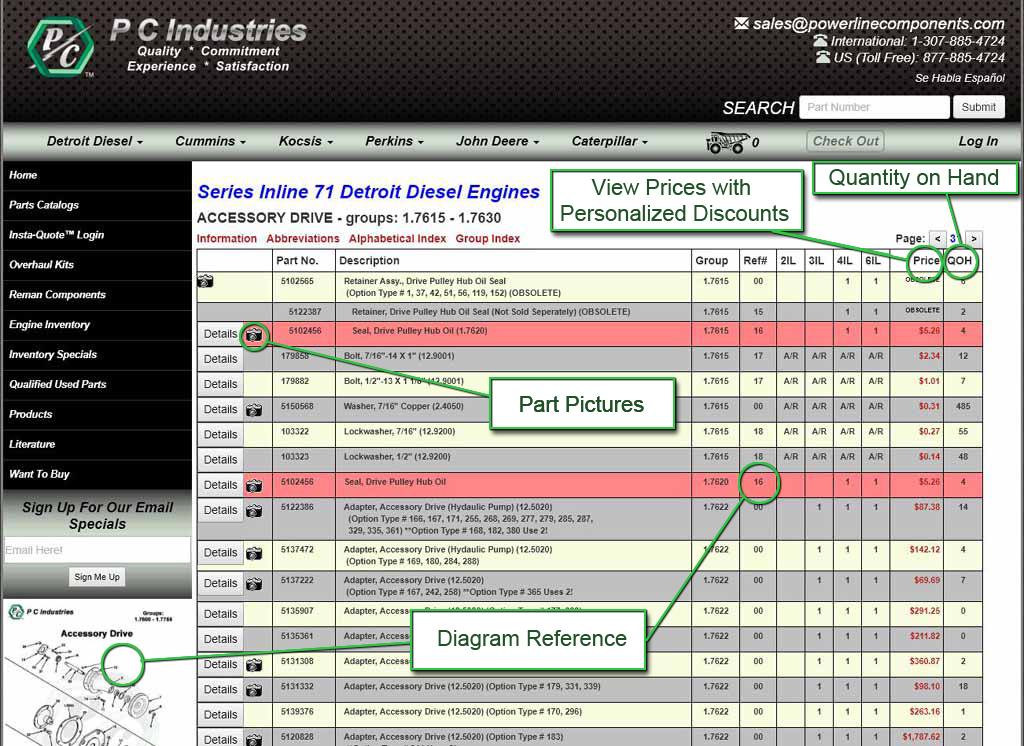
- Review pricing with personalized discounts
- Generate supplier quotes for your customers
Subscribe* to Receive to Full Access!
- Browse parts by engine series
- Browse engine subcomponents
- Over 60,000 parts catalogued
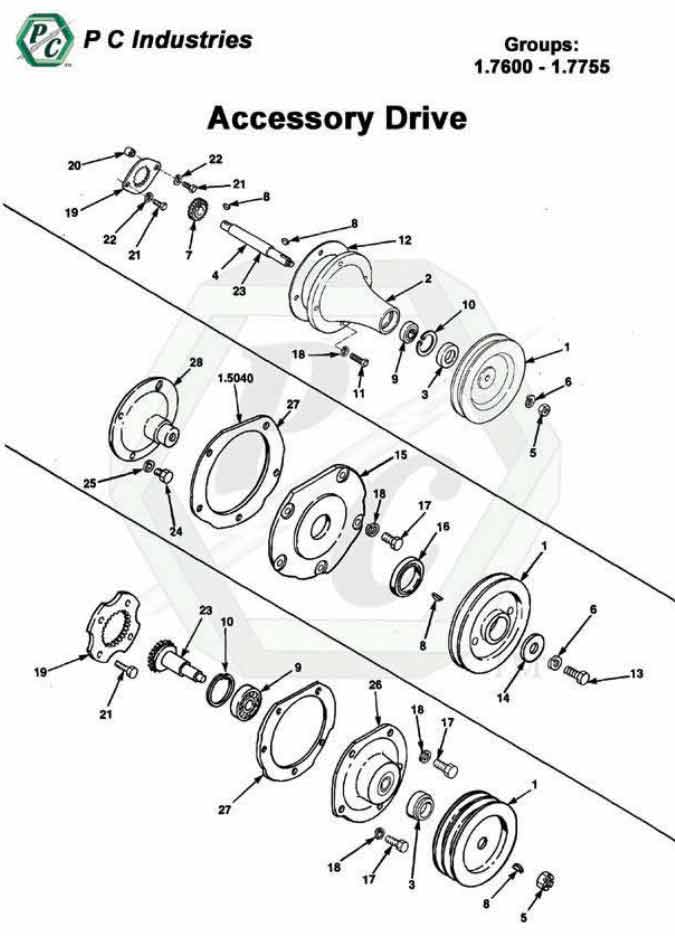
- Over 2,300 sub-assembly diagrams
- Structured according to official service manuals/catalogs
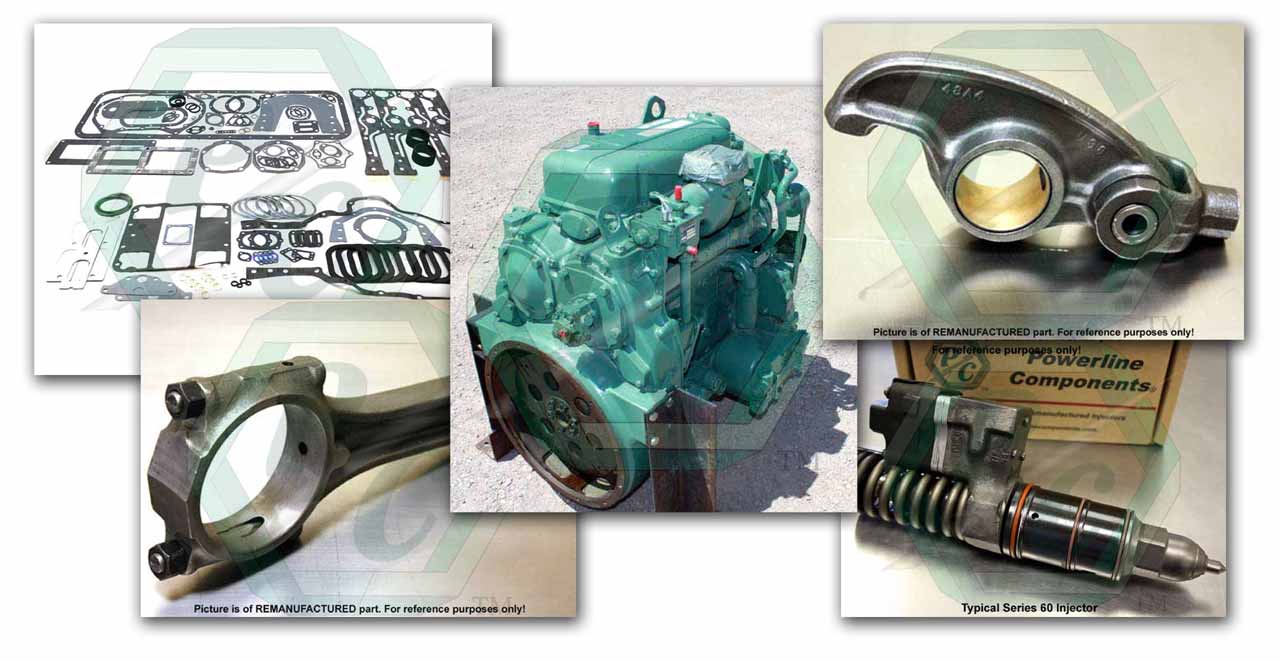
- Expansive image library of parts & engines - over 40,000 images - more added every day
- Parts pictures for DDC, Cummins, & Perkins
*Access to expanded photo library, catalog pages, and diagrams requires a paid subscription.
Monthly, semi-annual, and annual subcriptions available.
- P C Industries will not sell your information to third-parties.